
設計 3D 列印零件時要避免的 7 個錯誤
文章內容總覽
一個無人機機臂托架在 FDM 機台上印了 6 小時、重量 42 g,從建置板上看起來幾乎無可挑剔。但第二次試飛時,它沿著 XY 層界面的一條細紋直接斷掉——原因是那個 3 mm 安裝凸耳被擺成讓承力方向正好垂直於層面。一個在切片軟體裡花 30 秒做的方向決定,直接抵消了 6 小時的建置與一整天的飛行準備。
大多數失敗的積層零件不是被機台打敗的,而是在 CAD、在切片器、在那位看到彩圖就點頭的審查者手上就已經輸掉。本文整理七個最常見的 3D 列印設計錯誤,說明它們為什麼會失敗的物理原因,以及能真正讓問題消失的具體設計動作。每一個錯誤都對應一套製程規則、一張 DFM 表格,以及一個讓修正動作換回可量化時間或成本的真實案例。
七大錯誤總覽
在深入任何單一錯誤之前,先看一張整體地圖會有幫助。以下七個失敗在 FDM、SLA、SLS、MJF 乃至金屬粉床中都會出現,只是症狀不同。下表把每個錯誤對上典型的失效模式,以及通常能真正解決它的那一個設計動作。
在多數設計審查中,這七個錯誤中有三個貢獻了絕大多數的退件:方向造成的異向性、尖角引起的應力集中,以及壁厚樂觀主義。剩下四個比較不是量產殺手,而是專案殺手——一次打掉一個專案,但打到時很痛。
| # | 錯誤 | 典型失效模式 | 設計修正 |
|---|---|---|---|
| 1 | 忽略方向 | 層界面承載下斷裂 | 把承力路徑對齊 X/Y 而非 Z |
| 2 | 壁厚樂觀主義 | 清理後變形、破損、塌陷 | 以製程最小值 2 倍為目標 |
| 3 | 尖銳內角 | 應力集中、提早開裂 | 所有接合處加 0.5–2 mm 圓角 |
| 4 | 材料不匹配 | 潛變、紫外老化、化學侵蝕 | 依服役條件選材 |
| 5 | 忘了後處理 | 孔封閉、配合偏移、公差失守 | 依最終狀態設計 |
| 6 | CAD 隱含特徵 | 螺紋、盲孔、間隙實際不存在 | 所有功能面都要建模 |
| 7 | 選錯製程的成本陷阱 | 非關鍵件超支 10 倍 | 依幾何與數量配製程 |
錯誤 1 與 2:方向與異向性
逐層堆疊意味著積層零件幾乎從來不是等向性的。在 FDM PLA 中,Z 方向拉伸強度大約是 XY 的 40–60%。在 SLS 尼龍中,差距收窄到 70–85%。在 316L 不鏽鋼的雷射粉床熔融中,差距更小但不會歸零。因此方向不只是列印速度的選擇,而是機械性能的選擇。
修正方法是在選擇方向前先找出主要承力路徑,然後把零件擺成讓該路徑沿最強平面走。當單一方向無法滿足所有特徵時,設計本身就必須改:凸耳轉 90 度、銷軸換位置,或把零件拆成兩半印完再黏合。
| 製程 | XY 強度 | Z 強度 | 建議承力方向 |
|---|---|---|---|
| FDM PLA | 50 MPa | 20–30 MPa | 面內 |
| FDM PETG | 45 MPa | 25–35 MPa | 面內 |
| SLA 剛性樹脂 | 65 MPa | 55 MPa | 近似等向 |
| SLS PA12 | 48 MPa | 42 MPa | 面內較佳 |
| MJF PA12 | 50 MPa | 48 MPa | 接近等向 |
| LPBF 316L | 600 MPa | 560 MPa | 面內較佳 |
錯誤 3:壁厚、特徵與轉換邏輯
把製程公布的最小壁厚當成設計目標是個陷阱。那些數字是理想條件下的存活極限,假設方向完美、粉末新鮮、溫度校準、搬運小心。穩健的設計目標大約是公布最小值的兩倍,並在功能載荷需要的地方加補強肋。
尖銳內角是另一個安靜的殺手。方形內角的應力集中係數是名義壁厚的 3–5 倍,加一個 1 mm 的圓角通常能把該係數降到 2 以下。這個變更不花材料也不花時間,卻可能把承力特徵的疲勞壽命提升兩倍以上。
| 特徵 | 常見錯誤 | 設計修正 | 原因 |
|---|---|---|---|
| 薄壁 | 1 倍製程最小值 | 1.5–2 倍製程最小值 | 為變形與清理留裕度 |
| 內角 | 尖銳 90° | R0.5–R2 圓角 | 降低應力集中 |
| 孔 | 剛好配合尺寸 | 放大 0.1–0.3 mm 供後處理 | 後處理會縮孔 |
| 凸台 | 與殼體同厚 | 相鄰壁的 60% | 避免縮痕與變形 |
| 肋 | 與壁同高 | 壁厚 3 倍並帶斜度 | 增剛但不增重 |
| 懸垂 | > 45° 無支撐 | 倒角或加支撐 | 避免下垂與疤痕 |
| 跨接 | 平直跨距 > 10 mm | 拱形或底側倒角 | 長跨距減少下陷 |
錯誤 4:材料不匹配
材料不匹配是一種在實驗室裡沒事、到現場就壞掉的失效模式。一個通過所有台架測試的 PLA 夾具,到了車內儀表板上 65 °C 的環境就會變形,因為 PLA 在 55 °C 以上就會軟化。一個初期配合沒問題的透明 SLA 樹脂,在 60 天日照後可能發黃、脆化。
設計動作是在選材前把服役條件寫清楚:峰值溫度、化學接觸、紫外曝露、載荷持續時間、所需壽命。然後從這份條件與可用製程材料的交集中挑選,而不是從樣品架上顏色最好看的那一盒挑。
| 服役顧慮 | 不佳選擇 | 較佳選擇 | 原因 |
|---|---|---|---|
| 車內夾具 (65 °C) | PLA | PETG 或 ABS | 熱變形溫度 > 70 °C |
| 戶外外殼 | 標準 SLA 樹脂 | ASA 或 PA12 | 抗紫外 |
| 卡扣特徵 | 標準 PLA | PA11 或 PETG | 韌性而非脆性 |
| 化學接觸 | PA12(吸濕) | PP 或 PEEK | 耐化學 |
| 承力托架 | PLA | 尼龍碳纖或金屬 LPBF | 抗疲勞與潛變 |
錯誤 5:忘了後處理的存在

噴砂約去除 0.05–0.15 mm 表面。染色會因顏料滲透與膨潤多加 0–0.05 mm。小件的滾磨會把外緣修圓 0.2–0.5 mm。加工後處理則會去掉預留的 0.3–1.0 mm 餘量。如果 CAD 是按名義配合尺寸畫的,上述任何一步都會把配合搞壞。最常見的症狀是一個畫 5.00 mm 的孔,下機時 4.92 mm,後處理完變 4.78 mm,比圖面少了 0.22 mm。
| 後處理步驟 | 典型尺寸變化 | CAD 補償 |
|---|---|---|
| 支撐移除 | 局部疤痕 + 0.1–0.3 mm | 支撐接點加餘料 |
| 噴砂 | 表面 -0.05 至 -0.15 mm | 外形縮小、孔放大 |
| 滾磨/蒸氣平滑 | -0.1 至 -0.5 mm,邊緣變圓 | 保護功能性銳邊 |
| 染色/塗裝 | +0.02 至 +0.05 mm | 縮緊緊配合 |
| CNC 後加工 | 計畫性 -0.3 至 -1.0 mm | 加工餘量 |
| 熱處理(金屬) | 0.1–0.5% 收縮 | 關鍵尺寸按比例放大 |
應用案例:三個修正帶來實際回報的專案
案例 1:一個在空中失效的無人機托架
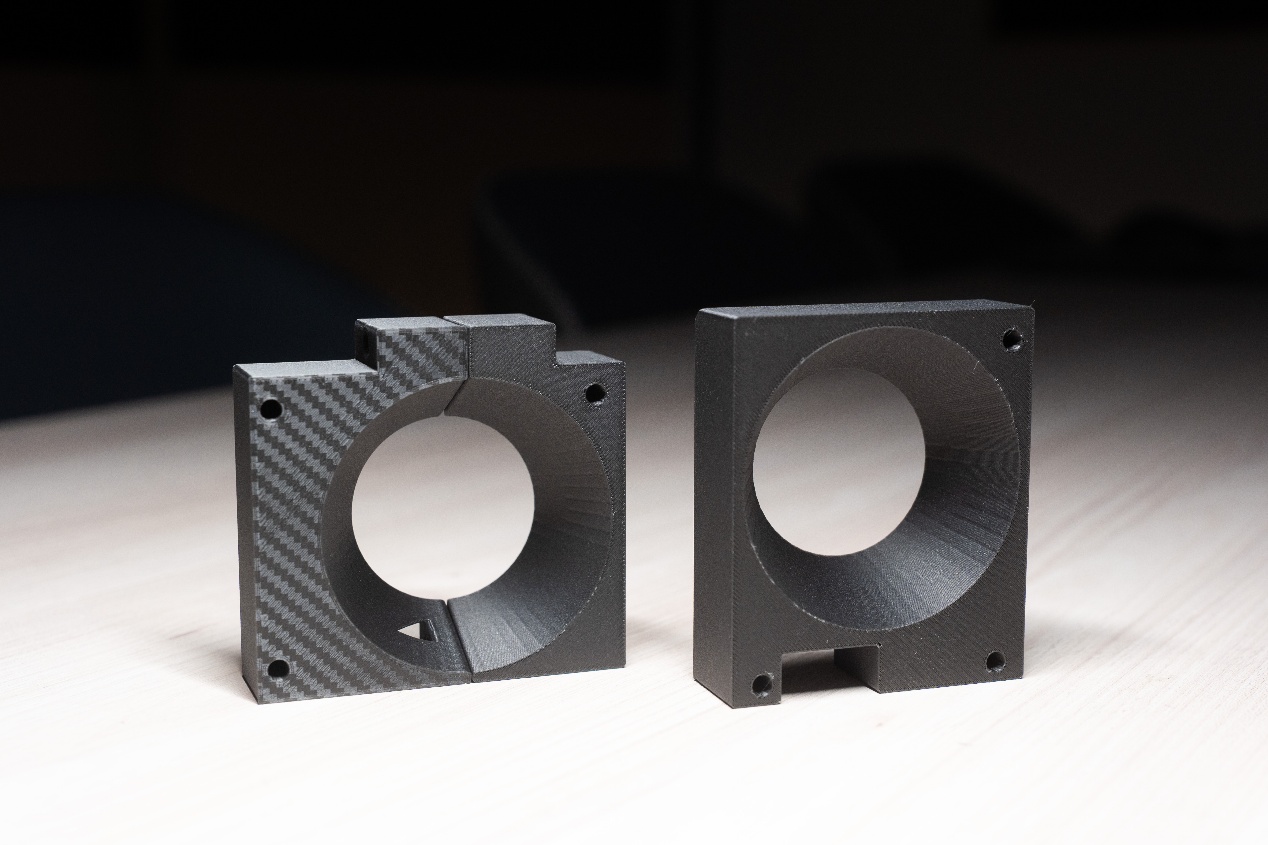
關鍵設計動作: 把托架轉 90 度,讓安裝凸耳的承力路徑落在 XY。一家 UAV 新創在 MJF 機台上印了 24 件碳纖尼龍機臂托架,凸耳軸向朝上。驗收測試時 24 件中有 7 件在 42 N 側向載荷下從凸耳與機臂接合處開裂。重新設計保留同一 CAD 幾何,但改成讓凸耳軸向平躺於建置台,並在接合處加 1.5 mm 圓角。下一批 24 件在 78 N 下全數通過,提升 1.8 倍,報廢成本從 29% 降到 0%。
案例 2:一個在尖角裂開的外殼
一個 SLS PA12 手持檢測外殼在 1.2 m 跌落測試中,於電池槽與主殼之間的 90° 內角裂開。應力分析顯示該處集中係數為 3.4 倍。加上 R2 圓角後降到 1.8 倍,下一批在 1.5 m 跌落下全部通過。
案例 3:隱含特徵造成的 CAD 與列印落差
一個醫療裝置子組件送達時發現螺紋嵌件不見了,因為 CAD 把它們畫成裝飾銷而不是建模的凹穴。列印忠實地複製了銷,卻沒留位置給熱熔嵌件落。把每一個功能性凹穴依嵌件供應商的孔位表明確建模後,下一批就解決了問題。
該做與不該做
| 主題 | 該做 | 不該做 |
|---|---|---|
| 方向 | 承力路徑對齊 XY | 讓切片軟體盲目自動擺放 |
| 壁厚 | 目標為製程最小值 1.5–2 倍 | 依型錄最小值設計 |
| 內角 | 所有承力接合處加圓角 | 留 90° 內角 |
| 材料 | 先寫服役條件 | 從樣品架挑選 |
| 公差 | 依後處理後狀態設計 | 用原始列印件核准配合 |
| 特徵 | 每個功能面都建模 | 依賴隱含幾何 |
| 製程選擇 | 依數量與幾何配對製程 | 哪台機有空就用哪台 |
常見錯誤與如何避免
| 錯誤 | 為何失敗 | 如何避免 |
|---|---|---|
| 把加工件直接搬到積層 | 保留只為刀具可達性的幾何,增加成本卻無好處 | 依整合與支撐可達性重設計 |
| 以單件樣本作為證據 | 單件隱藏批次變異 | 在條件範圍內至少驗證 3 次建置 |
| 忽略清粉路徑 | 粉末滯留增加重量並影響清理 | 加 3–5 mm 直徑排粉/檢查孔 |
| 量產沿用切片軟體預設值 | 隱藏的填充、接縫、殼體設定會改變強度 | 每個零件族鎖定一份文件化的製程設定 |
| 改版時跳過 DfAM 審查 | 後期幾何小改可能把舊失效帶回來 | 每次改版執行 7 點檢查表 |
| 只看每克成本選製程 | 便宜材料可能讓後處理時間變三倍 | 核算整條流程成本,不只是機台小時費 |
列印前檢查清單
不論製程為何,把任何零件送上列印佇列前都先走一次這份清單。熟悉的幾何只要五分鐘,不熟的幾何能省下整場建置。任何尚未回答的項目都該視為釋出的硬性阻塞,而不是軟性提醒。
- 主要承力路徑已確認並對齊 XY 建置平面。
- 所有壁、凸台、肋都高於製程最小值的 1.5 倍。
- 所有承力內角都有 R0.5 以上的圓角。
- 材料依書面服役條件選擇,而不是依樣品架。
- 每個配合尺寸(孔、槽、配合)都已加入後處理預算。
- 清粉、樹脂排液或支撐移除路徑已存在且可觸及。
- 每個功能特徵都明確建模,沒有依賴隱含幾何。
- 驗證計畫涵蓋最終後處理狀態下 3 次以上建置,而非單一原始樣件。
設計重點
本文列出的每一個錯誤,都能以幾次 CAD 編輯與一次有紀律的審查來避免。七大錯誤框架不是規則書,而是一個過濾器。方向、壁厚、內角、材料、後處理、明確建模、製程選擇——這七件事合起來,已經涵蓋現實世界中積層零件失效的絕大多數原因。一個團隊若能固定通過這七項檢查,就會從印出看起來很有前途的原型,進步到第 1 次與第 100 次建置都行為一致的可釋出零件。