
用 Carbon DLS 打造量產零件:設計與製程手冊
文章內容總覽
北美一家運動鞋品牌為了 Q3 上市,需要每月 18,000 雙晶格中底。若開 TPU 射出模具,每個尺碼要 USD 220,000、交期 14 週,但團隊只有 6 週。他們把專案轉到 Carbon DLS,使用 EPU 41,在 M2 平台上一次列印 48 雙,循環時間 9 小時,再加 120°C、4 小時的後固化。最終單件成本落在 USD 18.40,模穴數量變得無關緊要,而且在第 2 到第 5 週之間,連續出貨了三版晶格修改,完全不用重新開模。
這種結果正是 Carbon 的 Digital Light Synthesis 被定位成量產製程、而非原型工具的原因。但它只有在設計、樹脂家族、雙階段固化與檢驗計畫被當成同一套系統管理時,才真正扮演那個角色。只要有任何一層被當作事後補救,幾千件之後的成本結構就會翻回射出成型那一側。
這份指南會依序說明 DLS 的成形機制、真正重要的六款量產樹脂、Carbon 合作夥伴實際把關的 DFM 數字、雙階段固化流程,以及三個從原型走到量產的實案。目標是讓設計團隊拿到足夠的數字,去判斷 DLS 是否該被寫進自家的製程清單。
Carbon DLS 到底是什麼
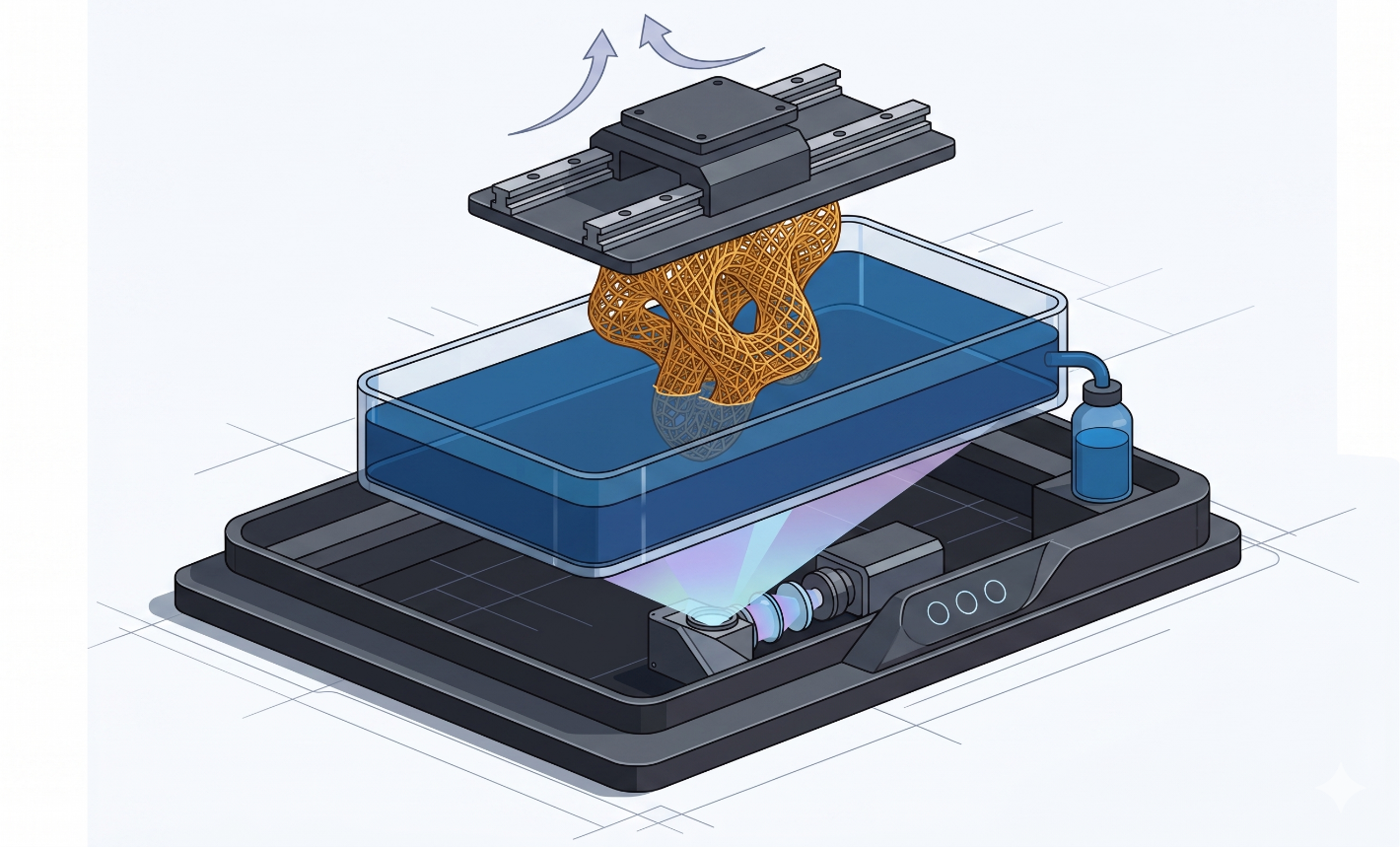
DLS 把 UV 影像透過樹脂槽底部的氧氣透氣窗投射進去。氧氣會形成一層大約 20 到 30 微米厚的「死區」,讓樹脂不會黏在窗面上,於是列印平台可以連續向上拉升,而不是逐層剝離。生產型幾何的 Z 向速度通常落在每小時 60 到 120 公釐,而沒有剝離循環這一點,正是它能跟上量產節拍的關鍵。
同樣關鍵的是,綠件並不是最終零件。Carbon 的量產樹脂都是雙固化系統:UV 網路在列印時定形,接著由熱循環觸發第二段化學反應——通常是聚氨酯——才真正建立機械性能。因此所有設計判斷都必須以後固化狀態為準,而不是剛下機的綠件。
| 項目 | SLA / DLP | Carbon DLS |
|---|---|---|
| 成形動作 | 逐層剝離 | 連續拉升 |
| 窗面介面 | 可剝離貼膜 | 氧氣透氣死區 |
| 固化階段 | 單次 UV 固化 | UV 固化 + 熱二次固化 |
| 典型 Z 向速度 | 每小時 10–30 公釐 | 每小時 60–120 公釐 |
| 量產樹脂 | 有限 | EPU、RPU、EPX、MPU、FPU、CE |
| 目標量 | 1–500 件 | 200–50,000 件 |
真正影響量產的樹脂家族
Carbon 的樹脂清單很長,但真正進入量產的專案通常收斂在同六款。EPU 40 與 41 是晶格中底與墊片背後的彈性體主力;RPU 70 是剛性工程件的通用選擇;EPX 82 是玻纖強化的韌性工程級,常替代玻纖尼龍;MPU 100 負責生物相容應用;FPU 50 的行為接近聚丙烯,適合活動鉸鏈;CE 221 則是引擎蓋下的高溫氰酸酯。
先選樹脂,再讓它反過來約束幾何。這個家族的 Shore 硬度、伸長率與 HDT 差異可達一個數量級以上,所以對 RPU 70 安全的 DFM 規則,放到 EPU 41 就未必對;在 EPU 41 沒問題的壁厚,放進 CE 221 設計面對的熱負載也可能失效。
| 樹脂 | 類別 | 硬度 / 抗拉 | 伸長率 | HDT @ 0.45 MPa | 典型用途 |
|---|---|---|---|---|---|
| EPU 40 | 彈性體 | 68A Shore | 300% | — | 順應性晶格、密封件 |
| EPU 41 | 彈性體 | 68A Shore | 280% | — | 晶格中底、頭盔內襯 |
| RPU 70 | 剛性工程 | 40 MPa | 100% | 90°C | 消費品外殼、支架 |
| EPX 82 | 韌性工程 | 82 MPa | 9% | 130°C | 連接器、導管、外殼 |
| MPU 100 | 醫療剛性 | 45 MPa | 12% | 88°C | 生物相容器械 |
| FPU 50 | 半剛性 | 27 MPa | 220% | 80°C | 活動鉸鏈、卡扣 |
| CE 221 | 高溫 | 90 MPa | 3% | 231°C | 引擎蓋下、電氣繞線架 |
Carbon 合作夥伴真正把關的 DFM 數字
投影式光固化的解析度容易誘使設計師指定能印出來、但在後固化或搬運時失效的特徵。下表是服務代工廠不用多討論就接受的數字;任何低於這些的尺寸都應該逐件審查。
| 特徵 | 剛性樹脂 | 彈性體 | 備註 |
|---|---|---|---|
| 最小壁厚 | 1.0 mm | 1.5 mm | 低於此值後固化翹曲會明顯上升 |
| 晶格最小支桿 | 0.8 mm | 0.6 mm | 彈性體可容許更細支桿 |
| 凸字 | 深 0.4 mm、高 1.5 mm | 不建議 | EPU 上請用凹字 |
| 配合間隙 | 0.3 mm | 0.5 mm | 剛性配彈性件時應加大 |
| 無支撐懸空 | 1.0 mm | 0.5 mm | 超過此值要加支撐 |
| 自支撐角度 | 離水平 45° | 離水平 35° | 視截面而定 |
| 最小孔徑 | 0.8 mm | 1.2 mm | 關鍵孔建議後鑽 |
決定零件的雙階段固化

綠件從列印機取出時,處於溶劑膨潤、網路尚未完全形成的狀態。標準後處理流程是在 Carbon 的 Smart Part Washer 裡把未反應樹脂清掉(通常先 IPA、再乾淨溶劑,兩段各 5 分鐘),完全晾乾,之後才進熱固化烤爐。熱固化時殘留溶劑是造成表面起泡與零件失效的頭號原因。
烤爐循環本身是樹脂專屬的。EPU 41 需要 120°C、4 小時;RPU 70 也是 120°C、4 小時,但升溫曲線不同;EPX 82 拉到 130°C、2 小時;CE 221 是特例,190°C、2 小時再加一段二次升溫。用錯循環的零件外觀幾乎無法分辨,但會偏軟、偏脆,或尺寸不穩定。
| 樹脂 | 清洗 | 熱固化 | 升溫 | 目標變化 |
|---|---|---|---|---|
| EPU 41 | IPA 兩段、各 5 分鐘 | 120°C / 4 小時 | 階段式 | 建立彈性體網路 |
| RPU 70 | IPA 兩段、各 5 分鐘 | 120°C / 4 小時 | 線性 | 剛度與 HDT |
| EPX 82 | IPA 兩段、各 5 分鐘 | 130°C / 2 小時 | 線性 | 韌性與 HDT |
| MPU 100 | 驗證過的 IPA | 120°C / 4 小時 | 線性 | 生物相容網路 |
| FPU 50 | IPA 兩段、各 5 分鐘 | 110°C / 8 小時 | 緩升 | 聚丙烯類行為 |
| CE 221 | IPA 兩段、各 5 分鐘 | 190°C / 2 小時 + 升溫 | 階梯式 | 氰酸酯網路 |
量產數量帳上 DLS 贏過射出的區間

「超過 1,000 件就該射出」這條老規則,對含彈性體、晶格或頻繁改版的零件已經太粗糙。把模具攤提、改版成本與量產中途變更幾何的選擇權一起算進來後,DLS 在大約 200 到 50,000 件之間都保持競爭力,視零件尺寸與樹脂而定。超過 50,000 件後,樹脂成本通常會迫使團隊重新討論開模。
實際量產專案中的應用
Adidas 4D 晶格中底
關鍵設計動作: Adidas 與 Carbon 合作,把 4D 中底從運動員原型推進到零售量產規模,用 EPU 41 晶格取代 TPU 發泡,並在鞋床上逐區調整。每個中底大約 12,000 根支桿,直徑在 0.6 到 1.4 mm 之間變動;腳跟衝擊區支桿較粗,前掌彎折區較細。一台 M2 平台在約 9 小時內印出 48 雙 9 號中底,熱固化為 120°C、4 小時。
這個案例之所以關鍵,是因為它早已不是展示品。Adidas 自 2017 年起已經出貨數百萬雙 DLS 列印中底,這也逼著 Carbon 內部的品質體系——列印監控、樹脂批次追溯、烤爐驗證——達到真正的量產紀律。要對標這個專案的設計團隊,應該假設每一個晶格單元都是參數化定義、每一個尺碼都是從同一份幾何定義重新生成,而不是手工修改。
對其他產業的啟示是,晶格並不是噱頭,而是讓單一樹脂同時做到後跟軟壓縮、前掌較硬回彈與穩定中底幾何、又不用多料射出或黏合發泡的關鍵機制。設計問題會從選材轉移到晶格拓樸。
Riddell SpeedFlex Diamond 頭盔內襯
Riddell 的美式足球頭盔內襯,使用依球員頭型掃描與撞擊歷史調整過的 Carbon EPU 晶格。每顆頭盔約 14 萬個晶格單元,都是針對該球員重新生成,於 M2 平台列印,然後 120°C、4 小時後固化。單季產量不大——僅數千件——但這是模具根本無法實現的大規模客製化最清楚的例子。設計上的啟示是:DLS 最回報「每一件都不一樣」的幾何,因為只要參數化模型穩定,逐件變更幾何的邊際成本為零。
Ford 渦輪增壓導管的橋接量產
Ford 在某款限量性能車型的渦輪進氣導管正式模具尚未完成前,使用 Carbon EPX 82 做橋接量產。量為每月約 500 件,持續 9 個月;零件在引擎蓋下工作溫度接近 120°C,而 EPX 82 的 130°C HDT 提供約 1.1 的安全係數。整體花費低於該零件射出成型的報價,而且在模具並行開發期間準時出貨。這個案例的啟示是:DLS 最強的角色往往不是永久製程,而是替整個上市計畫守住時程的橋樑。
Carbon DLS 的 Do / Don't
| 該做 | 不該做 |
|---|---|
| 在鎖定幾何前先選好樹脂 | 先用通用剛性塑料設計、事後再選樹脂 |
| 以後固化狀態判斷尺寸 | 以綠件量測核准圖面 |
| 用晶格拆解厚實截面 | 保留超過 8 mm 的實心塊 |
| 把每個晶格單元參數化 | 逐根支桿手動修改 |
| 用標準試片驗證烤爐循環 | 只相信烤爐設定值、不做數據紀錄 |
| 把清洗與乾燥時間算進報價 | 忽略 30–45 分鐘的固化前處理 |
| 把 DLS 當 200–50,000 件的橋接方案 | 不重新核算成本就硬推到 10 萬件以上 |
常見錯誤與避開方法
| 錯誤 | 失效原因 | 避開方法 |
|---|---|---|
| 把 RPU 的 DFM 套在 EPU 41 | 彈性體支桿低於 0.6 mm 在脫模時會撕裂 | 在第一次 CAD 審查就套用樹脂專屬 DFM |
| 厚實塊狀截面 | 殘留溶劑在熱固化時起泡 | 超過 6 mm 的截面一律中空或晶格化 |
| 省略二次乾燥 | 殘留 IPA 會在烤爐裡沸出 | 清洗後先靜置 30–45 分鐘再進爐 |
| 把 SLA 的支撐直接搬到 DLS | 連續拉升需要不同的支撐密度 | 在 Carbon Print Prep 重新生成支撐 |
| HDT 裕度不足 | 服役溫度接近 HDT 時零件會潛變 | 以 0.8 × HDT 為設計上限,或改用 EPX 82 / CE 221 |
| 把綠件公差當最終值 | 後固化的收縮與鬆弛會改變配合 | 以後固化試片尺寸為基準,而非綠件 |
量產前檢查清單
把 Carbon DLS 零件送入量產批次前,請和代工廠與品質負責人一起走過下列清單。項目不多,但可以攔下絕大多數在前 100 件才會浮現的問題。
- 已選定樹脂,並依該樹脂套用對應 DFM 規則
- 所有超過 6 mm 的截面已中空或填入晶格
- 晶格支桿參數化,且符合該樹脂的最小值
- 熱固化前已預留清洗與乾燥時間
- 烤爐配方與樹脂對應(溫度、時間、升溫)
- 每個列印平台都排入見證試片
- 圖面尺寸以後固化狀態為準,而非綠件
- 量產數量落在 DLS 合理區間 200–50,000 件之內
設計要點回顧
當三個條件同時成立時,Carbon DLS 才真正值得寫進量產製程清單:零件需要彈性體、晶格或頻繁改版彈性;量級落在幾百到幾萬件之間;團隊願意把雙階段固化當成真正的製造步驟,而不是事後的修飾。先選樹脂,按該樹脂的 DFM 數字做設計,以後固化試片驗證,並用誠實的模具攤提來比較成本。一旦這些習慣建立起來,DLS 就不再是新鮮玩意,而會變成默默守住上市時程的那座橋。