
DMLS 的 DfAM:支撐、擺位與依合金而異的特徵
文章內容總覽
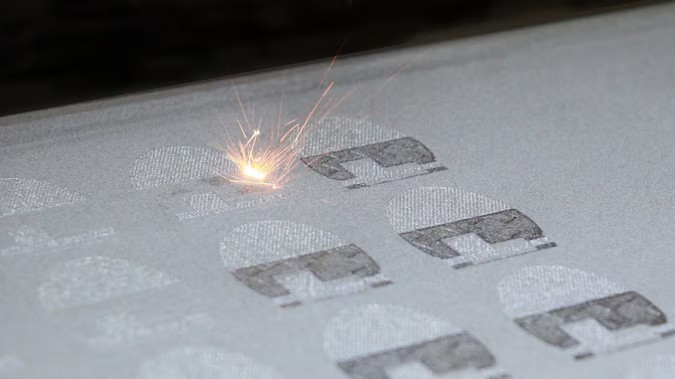
一個鈦合金支架在 14mm 高度時從基板脫離:支撐策略對 35 度懸垂使用了最小接觸齒,鋪粉刀刮到翹曲邊緣,雷射在錯位的粉床上連續刨三層才被操作員停機。這個幾何在理論上可列印,但支撐設計與擺位不行。DMLS 的失敗很少看起來像 CAD 問題,它們看起來像熱、力學與粉體流動的問題,而這些問題設計者可以在上游解決。
為何 DMLS 設計不同
DMLS 在惰性氣氛中以聚焦雷射逐層熔融金屬粉末。每一層以每秒數百度的速率冷卻,零件成長過程中殘留應力被鎖進結構。為 DMLS 設計意味著把構建視為一個熱-力事件,而不只是幾何投影。壁厚、懸垂角、支撐密度、擺位與加工餘量全都與熱路徑互動。
本指南聚焦於粉床金屬特有的 DfAM 動作:依合金而異的最小特徵、支撐設計、基板附著、鋪粉刀淨空與排版。零件整合的思維轉變請見 redefining-metal-part-design 文章;熱處理、HIP 與表面後處理請見 post-processing 指南。
依合金而異的最小特徵
DMLS 製程中每種合金都有自己的雷射吸收率、熔池動力學與收縮行為。一個在 AlSi10Mg 上能順利列印的 0.4mm 壁,到 Inconel 718 會翹曲,到銅會裂開。下表列出量產視窗的實務基線;原型可以更激進,但要預期更多支撐與擺位代價。
| 合金 | 最小壁厚 (mm) | 最小孔徑 (mm) | 自支撐角度 | 無支撐最大懸垂 |
|---|---|---|---|---|
| AlSi10Mg | 0.4 | 0.5 | 45 度 | 1.0mm |
| Ti6Al4V | 0.4 | 0.6 | 40 度 | 0.8mm |
| Inconel 718 | 0.5 | 0.7 | 45 度 | 0.6mm |
| 17-4PH 不鏽鋼 | 0.5 | 0.6 | 45 度 | 1.0mm |
| CoCr | 0.5 | 0.7 | 40 度 | 0.6mm |
| 純銅 | 0.8 | 1.0 | 50 度 | 0.4mm |
關鍵設計動作: 在幾何定稿之前先鎖定合金。一個以 0.4mm 壁與 40 度懸垂設計的支架是純鋁件,專案中途換到 Inconel 會逼你重畫 CAD,不是改參數就好。決定材料的當下,就把每個壁、孔、懸垂都標註上該合金的預算值。
支撐設計:實心、塊狀、晶格
支撐做四件事:把零件錨定到基板、把熱從朝下表面導走、抵抗鋪粉刀力、抵抗熱變形。選錯類型會浪費粉末與加工工時;選對類型省下來的材料常常比支撐本身還多。
| 類型 | 使用時機 | 接觸密度 | 移除方式 |
|---|---|---|---|
| 實心塊 | 基板介面、高應力區 | 連續 | 帶鋸+加工 |
| 齒/錐 | 朝下外觀面 | 0.5-1.0mm 間距 | 手扳+研磨 |
| 晶格(gyroid) | 薄壁下方導熱 | 30-50% 體積 | CNC 或線切割 |
| 樹狀/分支 | 內部懸垂、流道 | 稀疏 | 手工+珠擊 |
| 體積支撐 | 大截面、冷卻 | 完全填充 | 僅加工 |
支撐位置與移除路徑要同時規劃。一個導熱完美但需要五軸銑床才碰得到的晶格是一個成本陷阱。把每個支撐接觸面標註為手工可達、CNC 可達、或犧牲面——第三類應該接近零。
擺位:鋪粉刀、應力、朝下面
擺位決定哪些面成為朝下面(粗糙)、哪些面要承受沿構建方向的負載(Z 方向最弱)、以及鋪粉刀遇到的是長直邊還是緩曲線。錯誤擺位會讓支撐體積加倍、後加工工時三倍。
| 考量 | 經驗法則 | 違反後果 |
|---|---|---|
| 鋪粉刀碰撞 | 長邊與鋪粉軸偏 5-15 度 | 邊緣翹曲、刮刀撞擊、構建中止 |
| 應力軸 | 主負載與 Z 方向夾 0-30 度 | 層線疲勞裂紋 |
| 朝下面極限 | 關鍵面保持在 45 度以上 | 渣化、Ra > 20um、支撐疤痕 |
| 熱質量 | 厚截面在 Z 向錯開 | 翹曲、基板脫離 |
| 粉末排出 | 所有內流道斜度 >5 度 | 殘留燒結粉末 |
依特徵規劃的加工餘量

DMLS 直接列印 Ra 6-12um;軸承配合面、密封面、螺紋孔需要加工。在 CAD 中以偏移體加上餘量,讓列印形狀、HIP 後形狀、加工後形狀在 PLM 中是三個獨立檔案。
| 特徵 | 單側餘量 (mm) | 原因 |
|---|---|---|
| 軸承孔 H7 | 0.5 | HIP 收縮後再修圓 |
| 密封面 | 0.3 | Ra 0.8 目標 |
| 螺紋孔 | 實心鑽攻 | 避免列印螺紋疲勞 |
| 基準面 | 0.4 | HIP 前先建立 |
| 配合法蘭 | 0.5 | 平面度 < 0.05mm |
| 僅外觀 | 0.2 或 0 | 珠擊可接受 |
粉末處理與惰性氣氛
鈦與鋁粉在 25um 以下細粉具爆炸性;鎳粉有吸入風險。量產線在構建時將氬氣氧含量控制在 <100ppm,並使用密閉循環過篩站。設計者透過減少粉末殘留口袋、並標註需要沖洗排氣口的內部空間來協助。
每個內部腔體至少需要兩個開口:一個讓未熔粉末流出,一個用於確認腔體乾淨。只有一個排粉孔會殘留粉末,成為醫療或航太驗收的污染風險。
應用與案例模式
下面三個案例展示 DfAM-for-DMLS 的選擇,與兄弟文章談的零件整合思維與後處理鏈不同。每個案例聚焦於使構建可行的支撐、擺位與特徵決策。
航太燃油噴嘴:自支撐旋流通道
一個 Inconel 718 噴嘴含六條切向旋流通道,重新設計後每條通道頂部都保持在 47 度——比合金自支撐極限多兩度。構建時間從含內支撐的 38 小時降到無支撐的 22 小時,粉末沖洗一次過關,因為通道內不可能有支撐碎片脫落。
醫療 Ti6Al4V 植體:晶格表面與實心核心
一個脊椎融合器在骨接觸面使用 600um octet-truss 晶格促進骨整合,內部 1.2mm 實心核心提供疲勞強度。擺位讓晶格朝下 50 度,使晶格桿件自支撐,避免無法移除的內支撐。基板附著只在四個角落使用實心塊,HIP 後加工去除。
熱交換器管束:排版與鋪粉策略
一個 17-4PH 逆流交換器含 64 條管路,以四排錯位、與鋪粉軸偏 12 度的方式排版。傾斜避免鋪粉刀在長平管頂上產生共振,且讓每條管路為相鄰管路提供自支撐,支撐體積減半。每單位構建成本相較原本的軸向對齊布局下降 31%。
該做與不該做
| 該做 | 不該做 |
|---|---|
| 定稿前鎖定合金 | 把合金當作後期可換 |
| 長邊與鋪粉軸偏角 | 平頂與刮刀平行 |
| 每腔體至少兩孔 | 只開一個排粉孔 |
| 規劃支撐移除路徑 | 在工具碰不到的位置放晶格 |
| 軸承與密封面留餘量 | 信任直接列印的 Ra |
| 厚截面在 Z 向錯開 | 熱質量集中在同一切片 |
常見錯誤
| 錯誤 | 症狀 | 修正 |
|---|---|---|
| 懸垂在合金極限 | 渣化、支撐疤痕 | 加 5 度餘裕 |
| 單排粉孔 | QA 因殘粉退件 | 加第二個排氣孔 |
| 平行鋪粉軸的平面 | 邊緣翹曲、構建中止 | 傾斜 5-15 度 |
| 晶格無移除路徑 | 後處理成本超支 | 改樹狀或重新定位 |
| H7 無加工餘量 | 孔徑超差 | CAD 加 0.5mm 偏移體 |
| 熱質量堆疊 | 構建中段基板脫離 | 錯開或分批 |
構建前檢查表
- 合金鎖定,並在每個壁、孔、懸垂上標註
- 所有懸垂都比合金自支撐角度多 5 度以上
- 長邊與鋪粉軸偏 5-15 度
- 每個內部腔體至少兩個開口,均已標註
- 依區域選擇支撐類型,並驗證移除路徑
- H7、密封、基準面以偏移體加上加工餘量
- 熱質量在 Z 向錯開;不單一厚切片
- 粉末沖洗與檢驗計畫附在構建檔案中
設計要點
DMLS 獎勵把構建視為熱事件加上鋪粉刀的設計者。合金決定最小特徵,擺位決定支撐體積與表面品質,腔體策略決定 QA 通過率。這三件事做對,幾何就會跟上。
上面的構建前檢查表是本指南的最短版本。零件若任何一項不過,列印會告訴你——通常很大聲,有時是在 200mm 構建的第 14mm 處。在 CAD 階段就攔下,構建才會順。