
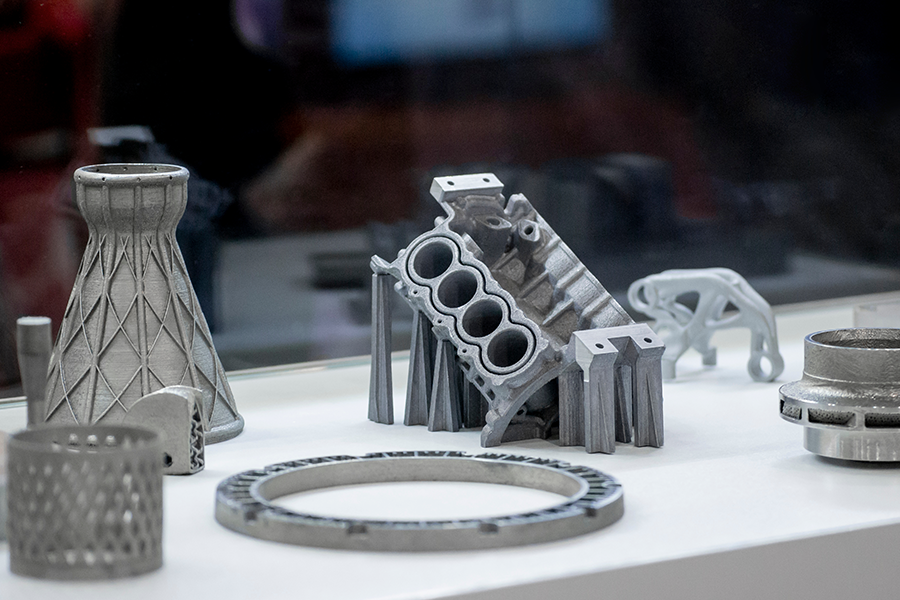
用 3D 列印重新定義金屬零件設計

文章內容總覽
一只重新設計的液壓歧管,從原本 17 個加工件、4.8 kg,整合為單一 AlSi10Mg 列印件、僅 1.6 kg——質量減少 67%,加上洩漏測試、管接頭與組裝工時後,到岸成本下降 41%。這個成果不是來自更換製程,而是來自重新繪製零件。金屬積層回報那些願意丟掉減法草圖、從負載路徑、流體路徑與熱路徑重新出發的工程師。
為何要重新設計,而非僅僅「重列印」
把一個 CNC 形狀的零件直接拿到雷射粉床機上印,幾乎在成本、交期與品質三項都會輸。這種幾何假設了刀具進刀、脫模角與分模線——而印表機既不需要、也無法利用這些限制。重新設計思維問的是:如果銑削、鑄造與鍛造的限制一夜之間全部消失,這個零件實際上應該長什麼樣?
三個槓桿做了絕大多數的工作:移除不再承擔負載的材料(拓撲)、合併不再需要接頭的組件(整合),以及把功能埋進壁厚內部(流道、晶格、感測)。本文其餘部分會逐一拆解這三個槓桿,以及讓它們真正回本的設計動作。
減法 vs. 積層:哪些限制被移除、哪些被加上
限制集合並沒有變小,而是變得不同。只慶祝舊限制消失的設計者,會被新限制反咬(懸伸角、支撐接觸、殘餘應力、粉末排除)。
| 限制 | 減法製程 | 金屬積層 |
|---|---|---|
| 刀具進刀 | 每個特徵都需要 | 不需要 |
| 脫模角/分模線 | 必要 | 無 |
| 內部空腔 | 困難或不可能 | 原生支援 |
| 懸伸角 | 不適用 | 通常 ≥ 45° 才可免支撐 |
| 殘餘應力 | 次要 | 主導因素——必須在設計階段考慮 |
| 粉末排除 | 不適用 | 需 ≥ 4 mm 排粉孔 |
| 夾治具 | 每道工序 | 每塊基板一次 |
零件整合:從組件到單件
當原本的組件帶有螺栓、密封、硬焊接頭或銲道——這些貢獻了重量與失效模式,卻沒有功能價值時——整合的回本速度最快。設計動作是把負載路徑重畫成一條連續實體,然後只重新引入必須保留可維護性的介面。
關鍵設計動作: 以本文開頭的歧管為例,團隊從流體路徑圖開始(17 個端口、9 段內部流道),移除所有「僅為接合兩塊加工塊」而存在的接頭,然後沿主壓力軸把壁厚加厚至 3.2 mm。結果是一件具有 17 個端口、零內部接頭的單件,洩漏測試從 9 次變為 1 次氦氣測試。
| 原始組件 | 件數 | 列印件 | 質量減少 | 交期 |
|---|---|---|---|---|
| 液壓歧管 | 17 | 1 | 67% | 6 週→9 天 |
| 無人機馬達座 | 9 | 1 | 52% | 4 週→7 天 |
| 熱交換器集管 | 23 | 2 | 44% | 8 週→14 天 |
| 閥體次組件 | 11 | 1 | 38% | 5 週→10 天 |
拓撲優化:何時數學真的會回本
拓撲優化不是造型工具。它是一個負載求解器,需要誠實的邊界條件、誠實的質量目標,與誠實的製造性過濾器。跳過其中任何一項,你會得到一個外觀有機、卻通不過驗證的零件。
| 步驟 | 輸入 | 設計者的工作 |
|---|---|---|
| 1. 設計空間 | CAD 包絡 | 標註禁置區與承載體積 |
| 2. 負載案例 | FEA + 服役資料 | 涵蓋疲勞,不只是降伏 |
| 3. 質量目標 | 原重百分比 | 設 30–60%——不要 90% |
| 4. 製造過濾器 | 最小桿件、懸伸 | 對應實際印表機,而非通用預設 |
| 5. 重建 | 求解器網格 | 重建為參數化 CAD 以便公差化 |
| 6. 驗證 | FEA + 列印 | 在重建模型上重跑 FEA,而非原始網格 |
回本是非線性的:前 30% 的減重通常是「免費」的,接下來的 20% 要付出設計工時,超過 60% 的減量則通常需要更換材料、或與系統團隊重新協商負載條件。
內部流道:把功能設計進壁厚
一旦接受「壁厚內部就是設計空間」,零件就不再是外殼,而成為一個系統。冷卻、潤滑、儀器配線、壓力平衡都可以在單一實體內部走線——前提是流道遵守最小直徑、排粉方向與 ≥ 45° 自支撐規則。
避免流道內部出現水平平頂;淚滴形或菱形截面可在無內部支撐下成形,並可用磨料流加工清理至可用表面。
考慮殘餘應力的設計
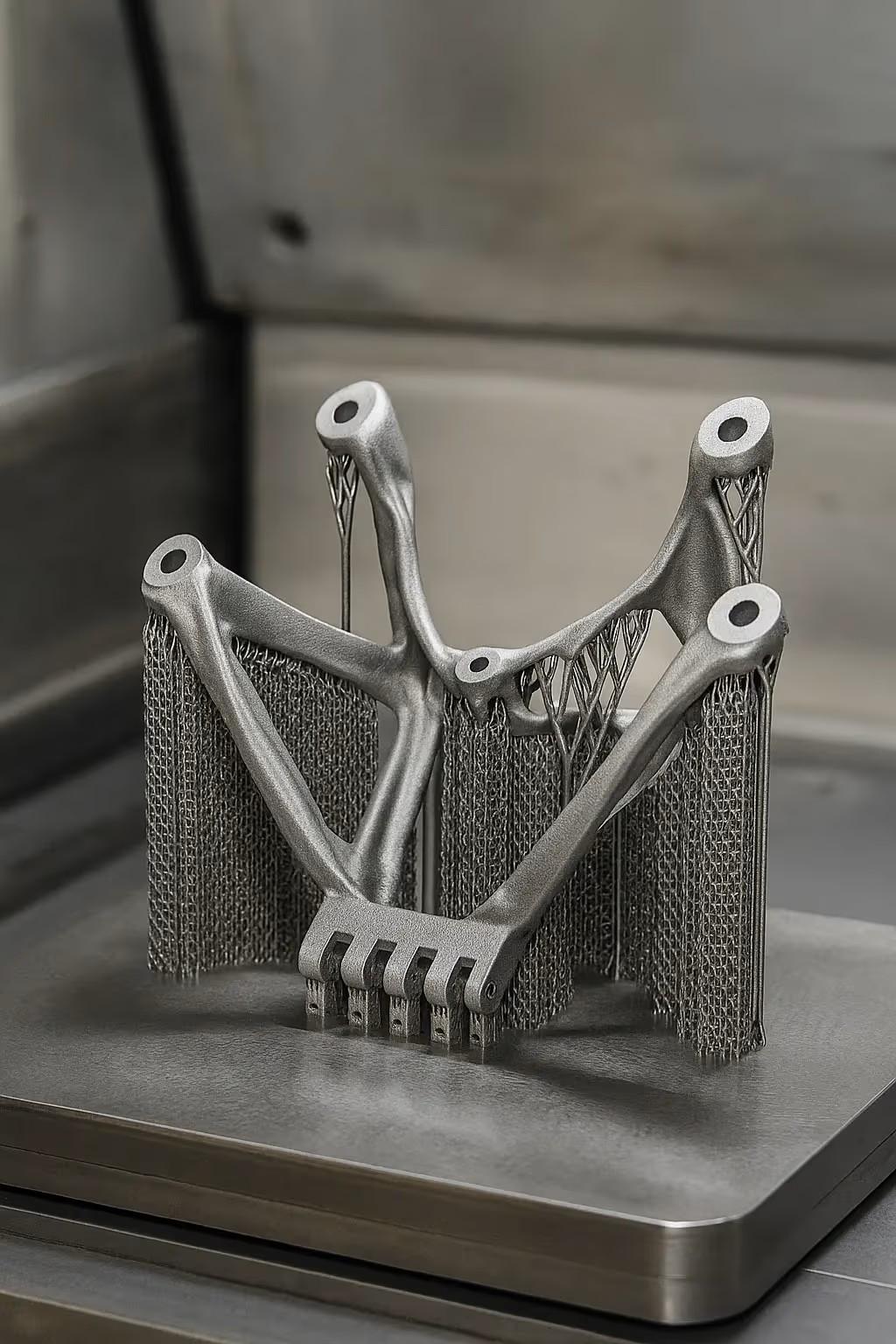
雷射粉床零件冷卻時會收縮。垂直於基板的細長薄壁、突變的截面,與大面積無支撐懸伸都會集中應力,可能在列印中途讓零件從支撐上翹起。把列印方向視為一個「隱藏的邊界條件」——而非後處理問題——的設計者,零件能在首次掃描就通過。
加肋、漸變截面(5 mm 內厚度比 ≤ 1:3)、把最長尺寸沿列印方向擺放——這是回報最高的三個動作。在 CAD 中只要幾分鐘;忽略它們則要付出整爐失敗的代價。
應用
雙相不鏽鋼船用推進葉輪
一只用於海巡艇的 380 mm 推進葉輪,從 6 件焊接組件重新設計為單件列印雙相不鏽鋼,葉片內部呈曲面。質量從 11.2 kg 降至 7.4 kg,空蝕起始速度從 18 節提升至 22 節——因為葉片尾緣終於可以遵循優化後的水動力曲線,而不是受限於可焊的直段。
17-4 PH 不鏽鋼手術機器人腕關節
一只原本由 14 件加工件加上兩個預載軸承組成的腕模組,整合為 3 件式列印撓性系統。背隙降至測試平台量測下限以下(約 3 µm)、滅菌循環不再有流體殘留在螺紋中,物料清單從 38 行縮減至 11 行。
馬氏體時效鋼風洞試驗支桿
一支研究級風洞支桿需要同時具備剛性與內部曲線走線的應變片通道。重新設計的單件馬氏體時效鋼支桿,一階撓曲降低 28%,並移除了原有焊接版本中四個歷來的疲勞起始點——螺紋過渡。
Do / Don't 對照
| Do | Don't |
|---|---|
| 從負載路徑與流體路徑出發,而非沿用舊 CAD 模型 | 把為銑削而設計的零件直接拿去列印——要嘛重新設計、要嘛繼續銑削 |
| 在打開拓撲求解器之前先設定 30–60% 的質量目標 | 在沒有更換材料或重新協商負載的前提下追求 80% 以上的減重 |
| 在每個內部空腔加 ≥ 4 mm 排粉孔並依重力方向擺放 | 把精密孔位或密封面直接落在列印原表面 |
| 在參數化重建後的幾何上重跑 FEA,而非原始優化網格 | 在概念階段忽略列印方向——它是一項承重決策 |
常見錯誤
| 錯誤 | 症狀 | 修正 |
|---|---|---|
| 直接搬用 CNC 幾何 | 成本是 CNC 的 2–3 倍且無收益 | 重新設計或維持減法 |
| 缺排粉孔 | 殘粉、重量異常 | ≥ 4 mm 孔且對齊重力 |
| 原拓撲網格直接出貨 | 無法公差化、檢驗不過 | 重建為參數化實體 |
| 密封面落在列印表面 | 首次加壓即洩漏 | 預留 0.5–1.0 mm 加工餘量 |
| 忽略列印方向 | 翹曲、支撐撕裂 | 把方向視為設計輸入 |
| 設定 90% 減重 | 求解失敗或零件失效 | 上限 60%,重新協商負載 |
列印前設計檢查清單
- 負載案例包含疲勞,而非僅靜態降伏。
- 已記錄質量目標(30–60%)並由系統工程師簽核。
- 已選定列印方向;可能時最長尺寸沿列印方向。
- 所有懸伸 ≥ 45° 或已規劃可及的支撐。
- 每個封閉空腔皆有 ≥ 4 mm 排粉孔,方向利於排除。
- 密封面、軸承孔與螺紋預留 ≥ 0.5 mm 加工餘量。
- 截面過渡 5 mm 範圍內厚度比 ≤ 1:3。
- 拓撲輸出已重建為參數化 CAD;在重建模型上重跑 FEA。
- 熱處理與 HIP 循環在最終公差標註前定義完成。
設計要點
金屬積層不獎勵被翻譯過來的圖面,它獎勵被重新思考過的零件。能交付 50%+ 減重與 40%+ 成本節省的團隊,是把印表機視為一種設計媒介的團隊——負載路徑、流體路徑與熱路徑成為幾何,組件成為單件。其餘一切都是下游後果。
下一個金屬積層專案,請從螢幕上刪除舊 CAD 模型開始,只保留必須維持的介面草圖。在這些介面之間出現的部分,就是「重新設計」所在之處——也是節省所在之處。