
鈑金彎曲半徑:碳鋼、不鏽鋼、鋁合金的實用數據

一片 1.5 mm 304 不鏽鋼支架,在折床以 1.0 mm 內彎半徑成型後外側纖維出現裂紋,首批四十件中有九件斷裂。修正方式並不複雜:將半徑放大至 2.4 mm(1.6 t)、彎曲軸線相對軋延方向旋轉 90 度、改用 12 mm V 型下模,即可獲得無細紋的乾淨折邊,且翼角公差控制在 ±0.3 度內。
鈑金彎曲半徑、K 因子與特徵位置,決定展平圖能否回算到正確尺寸,也決定成型件能否在折床上不裂。本指南整理 0.5–2.0 mm 厚度下,碳鋼、不鏽鋼、鋁合金的實用數據,並附回彈補償、孔到彎距、模具選擇等規則。
如何閱讀這些規則
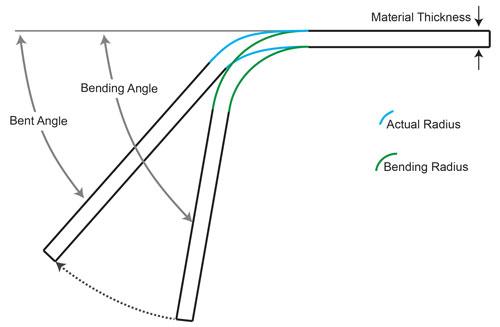
下列數據假設冷軋板材、室溫、以 88 度標準 V 型下模空氣折彎。壓底(coining/bottoming)可降低回彈但所需噸位是空折的 5–10 倍。內彎半徑(IR)量自內側面,中性層位於距內側 K×t 的位置。
把厚度 t 當作主變數:最小 IR、孔到彎距、彎到邊距、槽孔距離都以 t 縮放。若不確定,請以幾何允許的最大 IR 試做,成功後再逐步收緊。
依材料與厚度的最小內彎半徑
下表涵蓋本廠最常報價的四種合金,數值為橫向彎曲的最小 IR;若彎曲軸線平行於軋延方向,請乘以 1.5。
| 材料 | 0.5 mm | 1.0 mm | 1.5 mm | 2.0 mm |
|---|---|---|---|---|
| 碳鋼 1010(CRS) | 0.5 mm (1.0 t) | 1.0 mm (1.0 t) | 1.5 mm (1.0 t) | 2.0 mm (1.0 t) |
| 304 不鏽鋼 | 0.8 mm (1.6 t) | 1.6 mm (1.6 t) | 2.4 mm (1.6 t) | 3.2 mm (1.6 t) |
| 5052-H32 鋁合金 | 0.5 mm (1.0 t) | 1.0 mm (1.0 t) | 1.5 mm (1.0 t) | 2.0 mm (1.0 t) |
| 6061-T6 鋁合金 | 1.5 mm (3.0 t) | 3.0 mm (3.0 t) | 4.5 mm (3.0 t) | 6.0 mm (3.0 t) |
6061-T6 是例外:強度高但延性低,3 t 是現實下限。若需更緊半徑,請改採 6061-O 退火態折彎後再時效至 T6,或改用 5052-H32。
K 因子與彎曲餘量
彎曲餘量(BA)是展平圖中折彎段的展開長度,公式為 BA = (π/180) × 角度 × (IR + K × t)。K 因子隨 IR/t 比變動,因為緊彎會把中性層往內側推移。
| IR/t 比 | 鋼/不鏽鋼 K | 鋁合金 K | 備註 |
|---|---|---|---|
| 0.5 | 0.33 | 0.36 | 有裂紋風險;先試片驗證 |
| 1.0 | 0.38 | 0.41 | 薄板預設值 |
| 2.0 | 0.42 | 0.44 | 穩定、回彈低 |
| 3.0+ | 0.45 | 0.46 | 趨近中性面 |
範例:1.5 mm 5052 鋁、90 度、IR = 1.5 mm(IR/t = 1.0,K = 0.41)。BA = (π/180) × 90 × (1.5 + 0.41 × 1.5) = 3.32 mm。以兩翼長度之和減 BA 即得展平料長。
孔、槽與邊緣距離
成型會在彎曲線約 4 t 範圍內牽引材料,孔會被拉成橢圓、凸耳會撕裂、壓鉚件位置跑偏。
| 特徵 | 距彎曲線最小距離 | 距邊緣最小距離 | 備註 |
|---|---|---|---|
| 圓孔 | 2.5 t + IR | 2.0 t | 邊到邊量測 |
| 長槽(平行) | 4.0 t + IR | 2.5 t | 長軸沿彎曲線 |
| 長槽(垂直) | 3.0 t + IR | 2.5 t | 橫向變形較小 |
| PEM 螺柱/螺帽 | 3.0 t + IR | 2.0 D | D 為壓鉚件直徑 |
| 凸沉孔 | 4.0 t + IR | 3.0 t | 違反時加釋放槽 |
若幾何不得已違反,請加釋放槽(寬 1.5 t × 深 1.5 t),可避免撕裂;近彎孔可先放大、成型後再二次衝孔,或改用成型後攻牙的壓鉚件。
依材料的回彈補償
回彈來自衝頭離開後的彈性回復。降伏強度越高、IR/t 越大,回彈越大;需以多折角度補償。
| 材料 | IR/t = 1,90 度時回彈 | 需多折角度 | 策略 |
|---|---|---|---|
| 碳鋼 1010 | 1–2 度 | 91–92 度 | 空折 |
| 304 不鏽鋼 | 3–5 度 | 93–95 度 | 降低衝頭速度、壓底 |
| 5052 鋁 | 2–3 度 | 92–93 度 | 空折 |
| 6061-T6 | 4–6 度 | 94–96 度 | 角度關鍵時壓印 |
V 型下模選擇與模痕
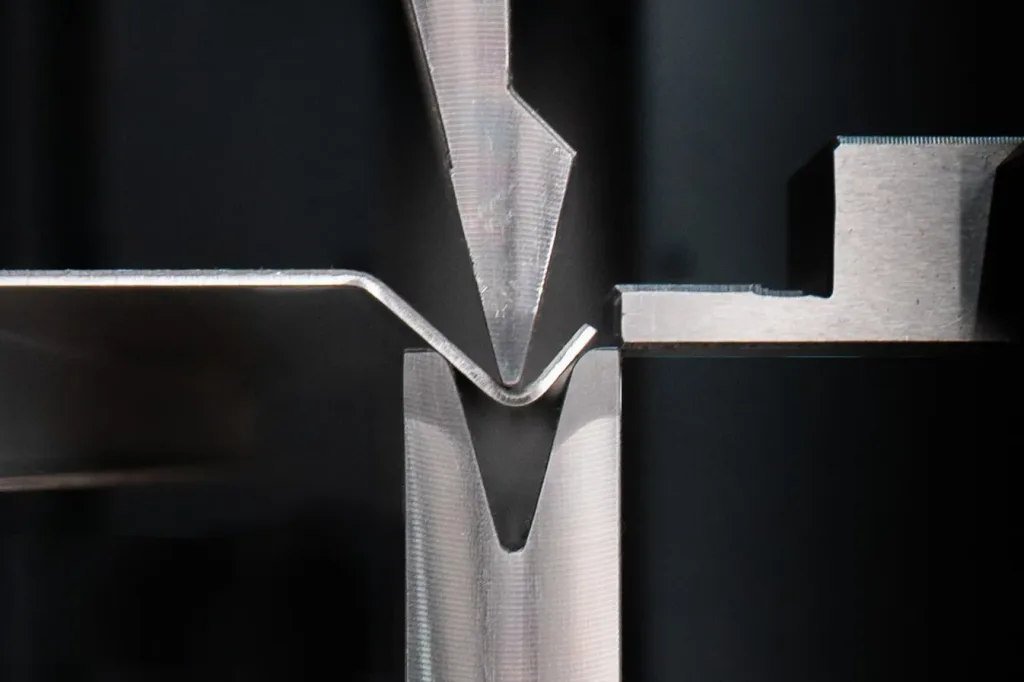
V 模開口寬度決定可達 IR:薄板(<3 mm)取 V = 6 t,中厚板 V = 8 t,厚板 V = 10 t。V 越窄,IR 越緊但噸位越高,且底面易出現模壓痕。
| 厚度 | 建議 V 模 | 得到 IR | 每米噸位(軟鋼) |
|---|---|---|---|
| 0.5 mm | 4 mm | 0.7 mm | 1.0 噸/米 |
| 1.0 mm | 6 mm | 1.0 mm | 2.5 噸/米 |
| 1.5 mm | 10 mm | 1.7 mm | 3.4 噸/米 |
| 2.0 mm | 12 mm | 2.0 mm | 5.0 噸/米 |
外觀面模痕可由聚氨酯 V 墊、拋光模具或折前貼膜降低。拉絲不鏽鋼請將聚氨酯側對準可視面。
應用案例
電子機殼上蓋,1.0 mm 5052
四道 90 度折邊,PEM 螺柱距彎曲線 6 mm。IR = 1.0 mm,每折 BA = 1.83 mm,K = 0.41。PEM 於折後壓鉚以保證垂直度在 0.5 度內。
伺服器機櫃立柱,2.0 mm 1010 鋼
帽型截面兩道 90 度折,IR = 2.0 mm,V 模 12 mm,5 噸/米。方槽長軸垂直於彎曲線並留 7 mm 餘量,可在額定載荷下不撕邊。
汽車支架,1.5 mm 6061
客戶要求 6061-T6 以兼顧剛性。改於 O 態以 IR = 4.5 mm(3 t)折彎,再時效至 T6,最後精銑安裝孔;多折 4 度,最終翼角保持 90 ± 0.5 度。
建議與避免
| 建議 | 避免 |
|---|---|
| 以 IR = t 起步 | 在量產圖上指定零半徑或尖角 |
| 翼端加 1.5 t × 1.5 t 釋放槽 | 孔距彎曲線 < 2.5 t 仍未加釋放槽 |
| 不鏽鋼橫向於軋延方向折彎 | 6061-T6 內彎半徑 < 3 t |
| 以翼長度而非彎角公差控制 | 彎角公差累積收得比 ±0.5 度更嚴 |
常見錯誤
| 錯誤 | 失效模式 | 修正 |
|---|---|---|
| IR 抄供應商目錄未重新驗證 K | 展平每折偏 0.3–1.0 mm | 做試片量測校正 K |
| PEM 件離彎太近 | 螺柱傾斜、螺紋受損 | 移開 3 t + IR 或折後壓鉚 |
| 不同厚度共用 V 模 | IR 不一致、回彈漂移 | 依 V = 6–10 t 換模 |
| 階梯翼未加釋放槽 | 翼根撕裂 | 翼端加 1.5 t 缺口 |
| 304 沿軋向折彎 | 外側纖維裂 | 旋轉 90 度或放大至 2 t |
開工前檢查清單
- 在採購單上確認材質、回火態、厚度與軋延方向。
- 依上表逐一核對所有彎曲的最小內彎半徑。
- 至少對一道折以 BA = (π/180) × 角度 × (IR + K × t) 反算並與 CAD 展平比對。
- 依 2.5–4 t 加 IR 規則檢查孔、槽、PEM 件距離。
- 在製程單註明 V 模寬度(V = 6–10 t)。
- 翼端落在板中央處加 1.5 t × 1.5 t 釋放槽。
- 於 304 不鏽鋼與 6061-T6 上明列回彈多折角度。
- 規劃折彎順序,避免最後兩折與模具干涉。
設計重點
把彎曲半徑、K 因子與特徵位置當成以厚度為錨的耦合系統。先定 IR,再以對應 K 求 BA,最後檢查孔與邊距;三者通過後再釋出展平圖。
把軋延方向、V 模寬度與多折角度寫進圖面,不要留在師傅口袋裡。有書面參數的支架可在不同工廠重現,靠經驗的不行。
若不確定,請以幾何允許的最大 IR 試做,試片成功後再逐步收緊。緊彎是製程選擇,不是預設值。